Clad Welding Process: Core Technology for Bimetallic Bonding
1. Introduction
Clad WeldingProductionConductor technology ,through Claddingin Core,achieves two 。
animation
1:002.
2.1 Core
CoreSurface、,ensures 。
2.2 Claddingmaterial
requires 、 and Surface。
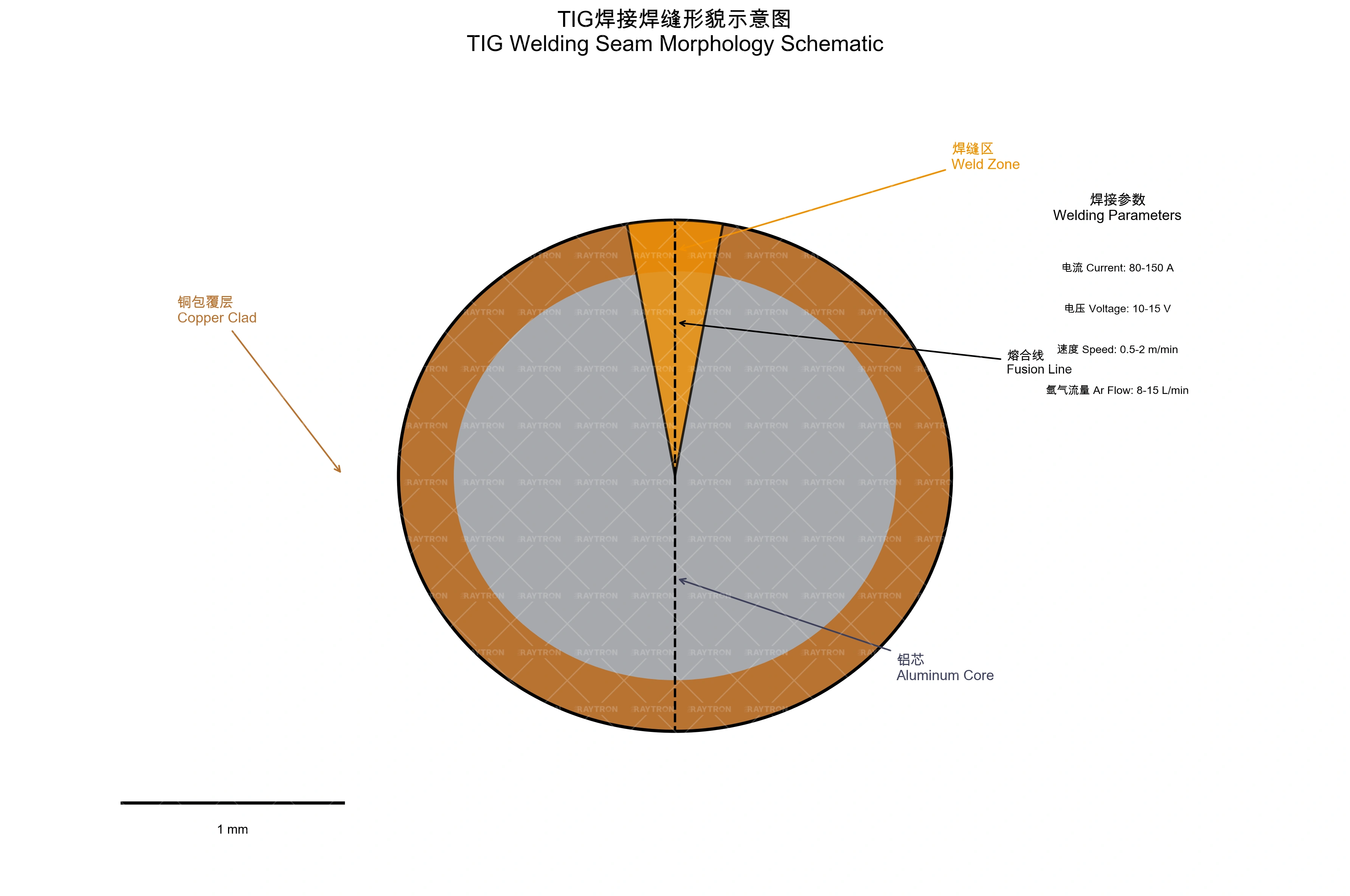
3. WeldingProcess
3.1 WeldingParameter
Weldingtemperature 、pressure and speed Impactquality KeyParameter。
3.2 Welding
Main or Welding。
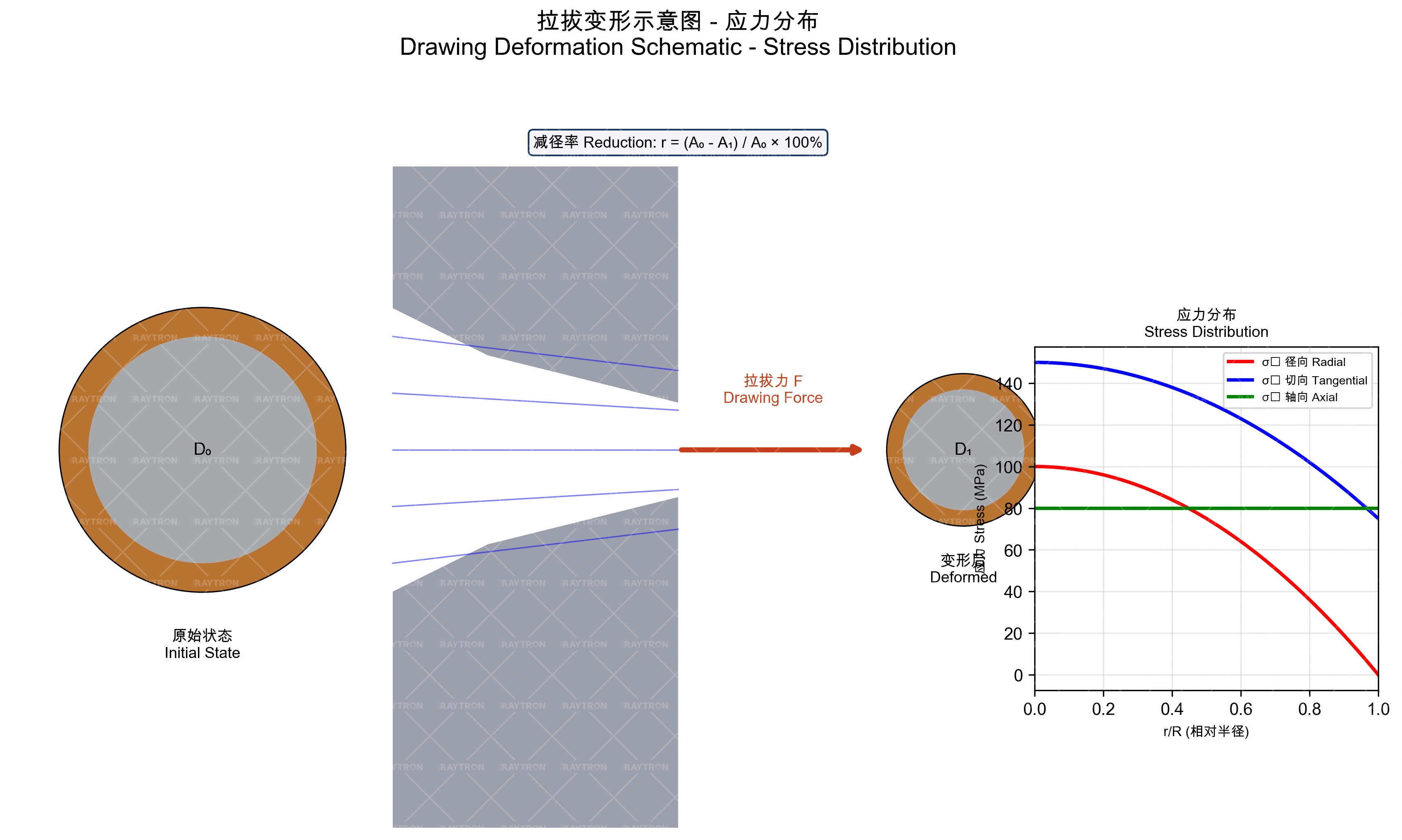
4. DrawingProcess
4.1 DrawingPass Design
4.2 Work HardeningControl
requires through AnnealingControlWork Hardening。
5. Interface
Interfaceincluding :、Diffusion、、stable。
6. ProcessOptimization
through ExperimentDesign(DOE)methodsOptimizationProcessParameter。
7.
8. Conclusion
CladdingSoldering ProcessConductorProduction technology ,through OptimizationProcessParametercan quality 。
Frequently Asked Questions
What is the fundamental difference between clad welding and electroplating?
Clad welding produces metallurgical bonding with bond strength >150MPa, layer thickness 20-200μm, and excellent high-temperature performance. Electroplating is mechanical adhesion with bond strength <50MPa, layer thickness typically <10μm, and easy delamination under thermal cycling. Clad welding products have permanent bonding.
What are the main steps of clad welding process?
Main steps include: 1) Material preparation (cleaning copper strip and core); 2) Copper strip wrapping and forming; 3) Longitudinal seam welding; 4) Multi-pass drawing; 5) Intermediate annealing; 6) Final dimension drawing; 7) Quality inspection. Each step requires precise parameter control.
How to avoid common defects in clad welding?
Delamination: increase welding temperature and pressure; Cracking: add intermediate annealing, control work hardening; Eccentricity: adjust cladding alignment, ensure uniform copper wrapping; Interface defects: control atmosphere, prevent oxidation. Regular equipment maintenance and raw material inspection.
Figures
Create clad welding process flow diagram
Copper Strip Cladding Aluminum Rod Cross-Section Diagram
Create Welding Temperature on Bonding Strength Impact Curve
Drawing Pass Design Diagram
InterfaceFormation ProcessDiagram
Common DefectsSEMPhoto
Tables
| Parameter | CCA | CCS | NCC |
|---|---|---|---|
| Welding Temperature (°C) | 300-400 | 400-500 | 350-450 |
| Welding Speed (m/min) | 5-20 | 3-15 | 5-15 |
| DrawingReducedDiameterRate (%) | 15-25 | 10-20 | 15-22 |
| Material | Purity | Surface Requirements | Dimensional Tolerance |
|---|---|---|---|
| Copper Strip | ≥99.9% | No Oxidation、No | ±0.02 mm |
| Aluminum Rod | ≥99.5% | Cleaning、Dry | ±0.1 mm |
| Steel | LowCarbonSteel | Rust Cleaning | ±0.1 mm |
| Parameter | LowValue | MostExcellent | HighValue |
|---|---|---|---|
| Temperature (°C) | 280 | 350 | 420 |
| Compressive Force (MPa) | 150 | 250 | 350 |
| Speed (m/min) | 5 | 12 | 20 |
| Pass | Inlet Diameter (mm) | Outlet Diameter (mm) | ReducedDiameterRate (%) |
|---|---|---|---|
| 1 | 10.0 | 8.5 | 28 |
| 2 | 8.5 | 7.2 | 28 |
| 3 | 7.2 | 6.1 | 28 |
| 4 | 6.1 | 5.2 | 27 |
| Defects | Reason | Solution |
|---|---|---|
| Delamination | BondingNon-Good | ImproveHigh Welding Temperature |
| Crack | ExcessDegree Processing Hardening | Increase Annealing |
| CladdingNon-uniform | on in |
References
- ASTM B566-04: Standard Specification for Copper-Clad Aluminum Wire ASTM (2020)
- Welding Handbook ASM International (2021)
- Clad Welding Process Optimization Internal Report TR-2025-032 (2025)